«Бизнес-система» в «Прогресс Агро»: как эффективные разработки сотрудников внедряют в производство
В «Прогресс Агро» прошла защита проектов практической сессии «БС-250». Программа направлена на оптимизацию и улучшение производственных процессов с использованием методов и инструментов развития производственной системы (РПС).
Под руководством директора по развитию производственной системы «Прогресс Агро» Евгения Купрякова группы III этапа программы «БС-250» представили результаты 4-й практической сессии. Наиболее эффективные предложения обучающихся уже взяты на вооружение производственниками.
– БС-250 – это обучение кадрового резерва инструментам бережливого производства, основанное на вовлечении сотрудников в решение реальных проблем того или иного производства – рассказал Евгений Купряков. – В программе подготовки участвовали 3 группы, каждая из них работала над решением проблем на своей производственной площадке. Для работы участникам предоставили все необходимые материалы.
На 4-м этапе участники обучения сами ставили себе цели, исходя из цели определяли задачи и сами достигали результат к концу двух недель. Задачи были по самым разным направлениям: снижение издержек, выравнивание производства, сокращение времени производственного цикла, повышение качества производимой продукции, повышение пропускной способности и так далее.
Команды анализировали данные процессы и вносили предложения по повышению их эффективности. «Студентов» курировали опытные тренеры АО «НПК».
– Все задачи выбраны не случайно – это актуальные темы для решения проблем, – подчеркивает Евгений Купряков. – Непосредственно защита групп проходила в присутствии генерального директора ГК «Прогресс Агро» Леонида Рагозина.
Кроме того, результаты работы команд оценивала группа независимых экспертов. Одна из групп работала на заводе полипропиленовой упаковки АО «Рассвет» в Усть-Лабинске.
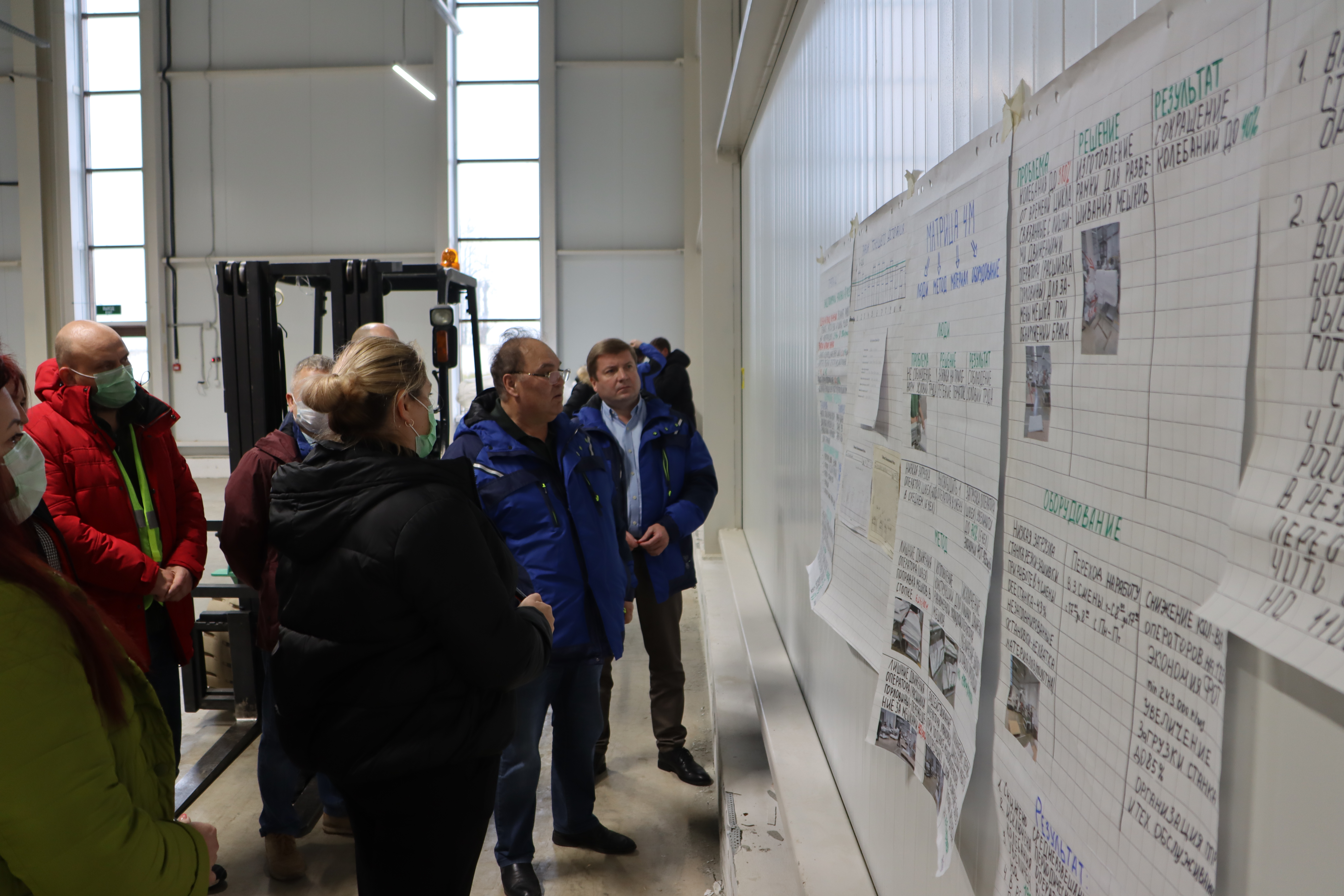
– Перед ними была поставлена задача устранить образование складок на вкладыше мешков, ведущее к их нераскрытию и, как следствие, к выпуску брака, – рассказал участник «БС-250» заместитель руководителя планово-экономического отдела Александр Безнощенко.
Участники группы погрузились в работу завода и нашли несколько решений проблемы: установили осветительный прибор для просвечивания полотна с целью своевременного обнаружения складок и снижения количества выпущенного брака.
– В результате командной работы количество бракованных мешков сокращено со 106 до 9 штук в сутки, – подчеркнул Александр Безнощенко. – Во время проведения «БС-250» я многое узнал о принципах, идеалах и инструментах производственной системы. Теперь для выявления и решения проблем буду применять опыт, полученный во время обучения и делиться с коллегами полученными знаниями.
Еще две проблемы на полипропиленовом производстве решали техник – лаборант Анастасия Голованева и генеральный директор ООО «УК «Индустриальный парк «Кубань» Анна Щербакова.
Анастасия работала над проблемой простоев круглоткацкого станка по причине порывов нити. Остановки оборудования вели к простоям по причине замены вкладыша.
– В первую очередь наладили масленки, далее внесли изменения в стандарты по обслуживанию. В результате увеличили количество смазки и уменьшили порывы нити и время простоя оборудования с 90 до 36 минут в сутки, – рассказала Анастасия Голованева. – Кроме того, внедрили дополнительный вал для замены вкладыша из полиэтилена, чтобы снизить время на замену вкладыша из полиэтилена с 320 до 280 секунд в смену на один станок.
Анна Щербакова в составе группы занималась проблемой брака нити по причине механического повреждения в катушках при транспортировке в тележках.
– Мы исключили механическое повреждение катушек с нитью о металлическую сетку и металлический уголок тележки. Таким образом, свели простои к нулю, – прокомментировала Анна Щербакова.
– Вместе с группой мы изготовили силос, что дало увеличение времени для работы гранулятора с 4 до 6 часов в смену. Так мы повысили объемы выпуска корма с 8 до 12 тонн в смену, – рассказал Александр Вьюков. – Мы автоматизировали два задвижных механизма, сократив лишние движения оператора с 30 до 10 минут.
Напомним, программу подготовки кадрового резерва «БС 250» запустили в 2017 году. Участники программы проходят всю цепочку производства – от входа сырья до выпуска готовой продукции, и на каждом этапе учатся ставить цели, видеть и решать проблемы, внедрять улучшения на основе подходов развития производственной системы.